

有效改善熱變位五個不能錯過的抑制與補償技術分析系列二:溫差式補償
對機床而言,主要熱變位是由主軸熱變位、結構熱變位與進給軸熱變位所形成。對于不可避免的熱量,則可透過預測 (如溫升、位移等) 運用補償方法,來減少熱源所帶來的熱變形影響,使加工精度保持穩(wěn)定。補償?shù)姆绞焦灿腥N:
2025-11-07 11:03:42上海建澤機械技術有限公司
上海建澤機械技術有限公司轉載中國 臺灣匠澤精密股份
對機床而言,主要熱變位是由主軸熱變位、結構熱變位與進給軸熱變位所形成。對于不可避免的熱量,則可透過預測 (如溫升、位移等) 運用補償方法,來減少熱源所帶來的熱變形影響,使加工精度保持穩(wěn)定。補償?shù)姆绞焦灿腥N:
主軸熱變位補償 : 溫差式補償
此補償方式是采用 PT100 溫度傳感器,當主軸運轉后,分別量測記錄主軸鼻端的實際熱伸長量及溫度的變化量。運用事先建立好的熱補償模型,估算由于溫度變化引起的熱變位,再根據(jù)機器當下狀況進行熱變位補正。
匠澤 TAKUMI 所開發(fā)的主軸溫補機能已廣泛應用在所生產(chǎn)的各式立式加工中心機、高速門型加工中心機及五軸加工機。以下實機測試是在 TAKUMI 高速門型模具加工機 H12E 機型所進行,比較無補償與溫差式補償?shù)牟町悺?/span>
此機臺主要配備如下:
+控制器 FANUC
+內(nèi)藏式主軸 20000RPM (加裝 PT100 溫度傳感器)
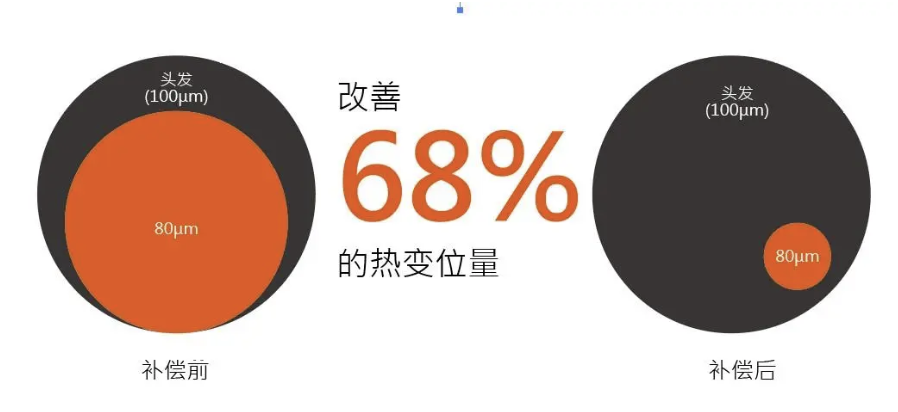
首先,在沒有暖機的條件下,沒有開啟任何補償?shù)墓δ埽鬏S熱變位量最大值為80μm。而在有加裝 PT100 溫度傳感器的條件下,PLC 可將溫差的熱變位量做補償。即使環(huán)境溫度持續(xù)變化,從冷機啟動運轉2小時后,從實機測試中可以很明顯的得知主軸熱變位量最大值為 25μm,熱變位量明顯改善了68%。
高速五軸加工中心、高速機、中國·臺灣大前、中國·臺灣匠澤、中國·臺灣亞崴、中國·臺灣新穎、日本大隈、日本倉敷、日本MST刀具、德國普銳米勒、意大利PARPAS、德國波龍BLUM的供應商上海建澤機械400-848-9889供稿

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~
搜索
取消
清空記錄
歷史記錄
清空記錄
歷史記錄

選擇區(qū)號